Among several metrics accounting for the success of an engineering business, forecasting holds a very important role. Forecasting or estimation of costs for machined parts is critical for the appropriate functioning of a manufacturing industry. When production managers and industrial engineers draft production plans, the accuracy of these plans is highly dependent on the factory profits which are interlinked with accurate manufacturing costs estimation.
In this article, we will guide you through the fundamentals of the art of estimating manufacturing costs. So, without further ado, let’s just dive right into it.

Classification of Machining Costs
Classification of manufacturing and machining costs is subjective. Broadly, there are two types:
- Fixed Costs
- Variable Costs
CNC and 3D printing are suitable for projects with a small number of parts. They often use processing methods when engineers design and verify the original product concept. When the number is dozens or more, we will recommend customers to use vacuum casting or rapid tooling to manufacture parts, which are often used in trial production before formal production. In the automotive industry, we have gained the trust of our customers with professional advantages.
We will now discuss in greater detail various methodologies incorporated in the estimation of machining costs.
Calculation of costs for machined parts
Since there are various methods for cost estimation, we will focus on a hybrid methodology that combines the pros of several methodologies. It incorporates computer-based calculations for better estimation accuracies.
To start off, we will divide the machining features into four main classes as follows:
- Rotational Features
- Prismatic Features
- Slab Features
- Revolving Features
Class 1 parts are mainly machined using turning operations on a CNC lathe. Class 2 parts are achieved using face and slab milling operations. End milling operations are used for parts in class 3 while parts for class 4 are achieved using drilling and reaming operations.
Now you might be thinking that why are these machining operations classified particularly in this order?
 Well, we can answer this using an example. Class 3 i.e. slab features comprise of creation of notches, depressions and pockets. For such relatively complex features, end mills with smaller diameters are the way to go but the downside is that end milling has a lower material removal rate thus resulting in increased manufacturing time and cost. This is how the four classes have been categorized based on various parameters. The details of the machining features in each of the categories are as follows:
Well, we can answer this using an example. Class 3 i.e. slab features comprise of creation of notches, depressions and pockets. For such relatively complex features, end mills with smaller diameters are the way to go but the downside is that end milling has a lower material removal rate thus resulting in increased manufacturing time and cost. This is how the four classes have been categorized based on various parameters. The details of the machining features in each of the categories are as follows:
- Step, groove, chamfer, round, neck and cylinder in Class 1
- Plain, stair and slot in Class 2
- Notch, depression and pocket in Class 3
- Hole in Class 4
With the concept of classification of features now clear, let us move onto the core of this article i.e. calculation of manufacturing cost for machined parts. Manufacturing costs comprise of machining costs and material costs. The following formula accurately summarized all the key factors in the calculation:
Man.Cost=(Rate per hour for labor +Machine cost per hour)(T_(Setup time)/(Batch size) T_(Total operation time)+ T_(Non operational time) )+material costs+overhead expenses
Referring to the formula, let us dig deeper into the machining cost which is the focus of this article since the material cost is a subjective matter. For a given part, the machining cost is largely dependent on the time incurred in machining and that is why you can notice that in the formula, time is a key player. Total machining time is influenced by three parameters: set-up time, operation time and non-operation time.
Setup Time
Let us discuss the set-up time first. The set-up time for a batch of parts includes the time incurred in starting the machines used and time required for tool changing between operations. Thus, the total setup time is:
T_(Setup time)= (Σ (Setup time for n_th machine used)+Σ (Setup time of i_th tool for n_th machine used))/(Batch Size)
Operation Time
Next comes the calculation for total operational time. Operation time is defined as the time from feed engagement to disengagement of the workpiece. It comprises of three sub-categories i.e. rough cutting time, finish cutting time and tool approach time.
Let us start with the formula for the time incurred on rough cutting:
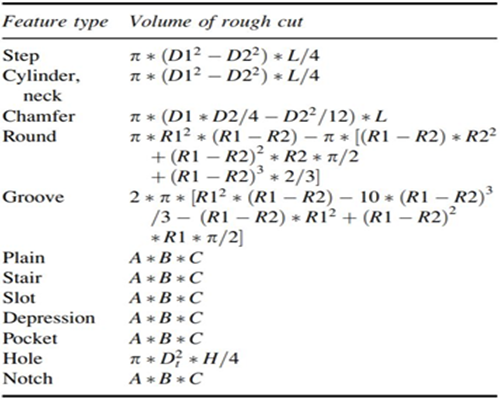
Rough cutting time for rotational feature= (Volume of material removed)/(Material Removal Rate)
In this formula, the volume of material removed depends on the feature type and the following table summarizes these:
The material removal rate itself depends on the following formula for various operations:
Material Removal Rate for turning=depth of cut*feed*cutting speed
Material Removal Rate for face and slot milling=diameter of cutter*feed*depth of cut
Material Removal Rate for slab and peripheral end milling=cutter length *feed*depth of cut
Material Removal Rate for drilling=disk area of drill *feed
Following the rough cutting operation, the finish cutting operation commences which is dictated by the following formula:
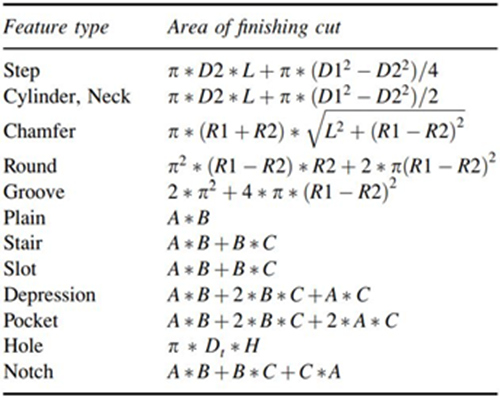
Finish cutting time= (Finish cutting area)/(Surface generation rate for the material)
The surface generation rate depends on the material. It is calculated by multiplying the cutting speed with the feed per revolution. The area for finishing cut in the numerator is calculated using the following table:
 Following the calculation of all these parameters for a part, a summation of all the three categories of operational costs provides the total operation time. After this, the remaining factor is just the non-operational time which we will discuss next.
Following the calculation of all these parameters for a part, a summation of all the three categories of operational costs provides the total operation time. After this, the remaining factor is just the non-operational time which we will discuss next.
Non-operation Time
The formula which dictates this is:
Total Non-operational time= total loading time+total tool engaging time+total operator and machine allowance
The total loading time is proportional to the weight of the workpiece and is dictated by:
Total loading time=(38+1.1*Weight of workpiece)*number of times the loading needs to be performed
The tool engaging time is subjective and entirely based on the situation. However, the tool operator and machining allowance’ time is formulated by:
Total operator and machining allowance time=(0.09*machining time)+(0.15*Total loading time)
Summary
The evaluated values of setup, operational and non-operational time are finally fed into the following formula which we highlighted earlier:
Man.Cost=(Rate per hour for labor +Machine cost per hour)(T_(Setup time)/(Batch size) T_(Total operation time)+ T_(Non operational time) )+material costs+overhead expenses
Therefore, the cost estimation of the entire process for a part or group of parts is achieved. In the modern era, the estimation of these costs is vital in the design cycle. These calculations can be the decisive factor for a machined part whether it can practically materialize or not. We hope this article served as a comprehensive guide to the dynamic field of cost estimations in engineering. Explore more custom CNC services here.




