在衡量工程企业成功与否的几个指标中,预测具有非常重要的作用。预测或估算机械加工零件的成本对制造业的正常运转至关重要。当生产经理和工业工程师起草生产计划时,这些计划的准确性在很大程度上取决于工厂的利润,而利润与准确的制造成本估算是相互联系的。
在这篇文章中,我们将引导您了解估计制造成本的艺术的基本原理。那么,废话不多说,我们就直接进入正题吧。

加工成本的分类
制造费用和加工费用的分类是主观的。大致可分为两类:
- 固定成本
- 可变成本
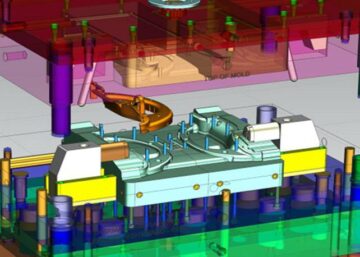
CNC和3D打印适用于零件数量较少的项目。当工程师设计和验证原始产品概念时,他们经常使用加工方法。当数量为几十件或更多时,我们会建议客户使用真空铸造或快速模具来制造零件,这通常用于正式生产前的试生产。在汽车行业,我们以专业优势赢得了客户的信赖。
现在我们将更详细地讨论加工成本估算中包含的各种方法。
机加工零件的成本计算
由于成本估算的方法多种多样,我们将重点介绍一种混合方法,它结合了几种方法的优点。它结合了基于计算机的计算,以提高估算的准确性。
首先,我們將加工特徵分為以下四個主要類別:
- 旋转功能
- 棱柱形特征
- 平板特征
- 旋转功能
第1类零件主要采用数控车床上的车削操作来加工。2类零件采用面铣和板铣操作实现。第3类零件采用端铣操作,第4类零件采用钻孔和扩孔操作实现。
现在你可能会想,为什么这些加工操作要按这个顺序特别分类呢?
 好吧,我们可以用一个例子来回答这个问题。第3类,即板坯特征包括创造缺口、凹陷和凹槽。对于这种相对复杂的特征,采用直径较小的立铣刀是最佳选择,但缺点是立铣刀的材料去除率较低,从而导致制造时间和成本增加。这就是根据各种参数对四个等级的分类。各类的加工特点具体如下。
好吧,我们可以用一个例子来回答这个问题。第3类,即板坯特征包括创造缺口、凹陷和凹槽。对于这种相对复杂的特征,采用直径较小的立铣刀是最佳选择,但缺点是立铣刀的材料去除率较低,从而导致制造时间和成本增加。这就是根据各种参数对四个等级的分类。各类的加工特点具体如下。
- 第1级阶梯,凹槽,倒角,圆角,颈部和圆柱体
- 第2类中的平原,楼梯和狭缝
- 第3类中的凹口,凹陷和口袋
- 第4类孔
现在已经明确了特征分类的概念,让我们进入本文的核心内容,即加工零件的制造成本计算。制造成本由加工成本和材料成本组成。下面的公式准确地概括了计算中的所有关键因素。
人工成本=(每小时人工费率+每小时机器成本)(T_(设置时间)/(批量大小)T_(总作业时间)+T_(非作业时间))+材料费+管理费
参考公式,让我们深入研究一下加工成本,这是本文的重点,因为材料成本是一个主观问题。对于一个给定的零件,加工成本主要取决于加工过程中产生的时间,这就是为什么你可以注意到,在公式中,时间是一个关键角色。总的加工时间受三个参数的影响:设置时间、操作时间和非操作时间。
设置时间
让我们先讨论设置时间。 一批零件的准备时间包括启动所用机器的时间以及两次操作之间换刀所需的时间。 因此,总的建立时间为:
T_(设置时间)=(Σ (第n台机床的设置时间)+Σ (第i台刀具在第n台机床上的设置时间))/(批量大小)
运作时间
接下来是总运行时间的计算。 操作时间定义为从进给啮合到工件脱离啮合的时间。 它包括三个子类别,即粗切削时间,精切削时间和刀具接近时间。
让我们从粗加工所花费的时间的公式开始:
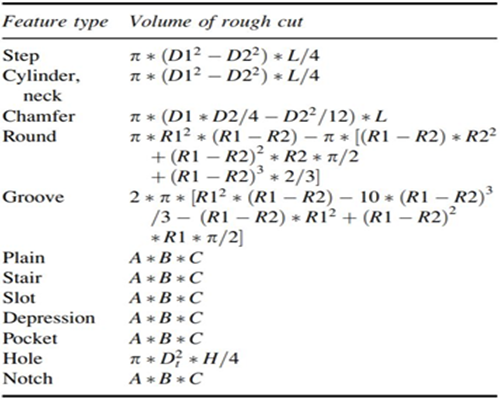
旋转特征的粗切时间=(去除材料的体积)/(材料去除率)
在这个公式中,材料的清除量取决于特征类型,下表对这些进行了总结。
材料清除率本身取决于下列各种作业的公式:
车削的材料去除率=切削深度*进给量*切削速度。
面铣和槽铣的材料去除率=刀具直径*进给量*切削深度。
板坯和周边端铣的材料去除率=刀具长度*进给量*切削深度。
钻孔的材料去除率=钻头的盘面面积*进料量。
毛坯切割作业后,开始精切作业,精切作业由以下公式决定。
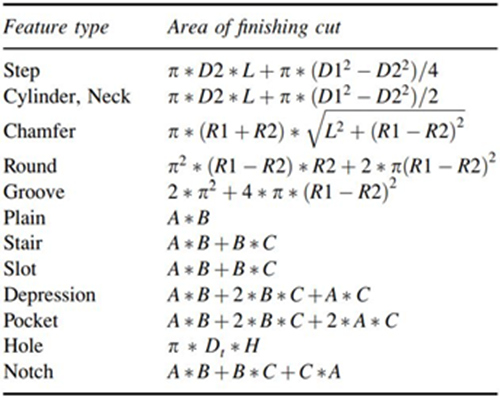
精切时间=(精切面积)/(材料的表面生成率)
表面生成率取决于材料。它的计算方法是将切削速度与每转的进给量相乘。分母中的精切面积用下表计算。
 在计算完一个零件的所有这些参数后,将所有三类操作成本相加就得到了总的操作时间。在这之后,剩下的因素只是我们接下来要讨论的非操作时间。
在计算完一个零件的所有这些参数后,将所有三类操作成本相加就得到了总的操作时间。在这之后,剩下的因素只是我们接下来要讨论的非操作时间。
非操作时间
决定这一点的公式是:
总的非操作时间=总的装料时间+总的刀具啮合时间+总的操作者和机器余量。
总加载时间与工件重量成正比,由以下公式决定:
总装载时间=(38+1.1*工件重量)*需要进行装载的次数
刀具啮合时间是主观的,完全根据情况而定。但刀具操作者和加工余量 “时间的计算公式为:
刀具操作和加工余量总时间=(0.09*加工时间)+(0.15*总装载时间)
总结
设置时间、运行时间和非运行时间的评估值最终被输入到我们之前强调的以下公式中:
人工成本=(每小时人工费率+每小时机器成本)(T_(设置时间)/(批量大小)T_(总作业时间)+T_(非作业时间))+材料费+管理费。
因此,实现了对一个零件或一组零件的整个过程的成本估算。在现代社会,这些成本的估算在设计周期中至关重要。这些计算可以成为一个加工零件能否实际实现的决定性因素。我们希望这篇文章能成为工程中成本估算这一动态领域的全面指南。在这里探索更多的定制数控服务。