There are a series of processes involved before arriving at a finished machined part. The typical processes in a CNC machine shop include planning materials, creating CNC programs, actual machining process, and quality assurance of machined parts. These processes underlying the parts fabrication will significantly impact the cost and quality of Custom CNC Machining.
Below is a comprehensive but concise description of the processes behind machining custom parts.
1. Pre-Machining Preparations
First and foremost, before proceeding to machining, preparations need to be done. For a successful custom CNC machining, the critical things necessary to be prepared are the Raw Materials, CNC Program, Cutting tools, and part holding fixtures. These preliminary procedures, if done right, will ensure a smooth machining process.
Raw Materials
There are many varieties of materials to choose from when it comes to machining. It is vital to match the mechanical properties of materials to the requirements needed for the custom part. Plastic materials have different compositions and unique properties that suit every need. The most common machinable plastics are Delrin, HDPE, Nylon, and many more. On the other hand, Metals can be heat treated before machining to achieve a custom part’s desired strength. The most common process prior to machining for metal raw materials is annealing.
CNC Program
Creating a CNC program is one of the most crucial procedures in CNC machining. The CNC program will drive the majority of the whole fabrication process. Programming for fabricating custom parts involves considering two main factors like the machining parameters and proper sequencing of different machining processes.
Setting up the perfect machining parameters will directly affect the quality of the custom part being produced. There are proper parameters set for different materials, and different part features being achieved. It is important to stick close to the conventional way of calculating speeds and feeds while considering the depth of cut. Parameter setting is an important factor to focus on because it will prevent undesirable things like bad surface finish, tool pull-out, tool breakage, and unscheduled spindle stops.
It is essential to prepare a program that will fabricate a part with the least number of operations. As complexity increases, the number of operations also increases. The proper sequencing of machining processes in a program will help fabricate a part from a machining perspective.
Cutting Tools
Cutting tools affect the whole CNC machining process’s effectiveness because they are the main players in material subtraction. These tools are used to precisely remove materials from a workpiece to form a custom part. Various cutting tools need to have high levels of strength, hardness, toughness, and wear resistance to withstand the extremes during the cutting operation.
There is a wide range of cutting tool varieties suited for every process and every material. The key points in preparing the right cutting tool for custom CNC machining are:
-Take note of the geometric forms that will be suited for a specific application. (e.g., Depth of cut, rake angle, number of flutes or teeth, bandwidth, helix angle, etc.)
-Choose the tooling grade suited for the material to be cut (tooling material, coating, insert grade, etc.)
-Prepare the toolings suited for the defined processes
-Choose the right tool holders that are rigid enough for the machining process
-Ensure to match the correct tooling gauge length with the CNC Program.
Part Holding Fixtures
Fixtures are important components that help achieve the final product, especially for custom parts wherein unconventional features are needed to be created. Work holding fixtures help the workpiece adapt for a specific constraint or limitation of a CNC machine in terms of working with the part. Some of the common fixtures seen in a fabrication shop are CNC jaws, mandrels, centers, drive dogs, leveling plates, sine plates, milling fixtures, drilling fixtures, and many more.
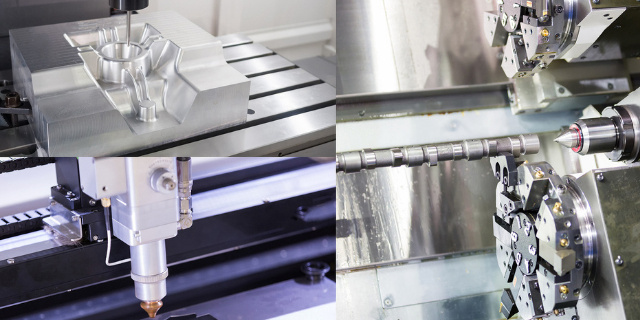
2. Machining Operation
The proper time to proceed into the machining process is when all the prerequisites and preparations are all done.
Fabricating a custom part involves a series of machining processes. There are specific part features created in each of the types of machining processes. From a fundamental standpoint, the two primary operations in machining are milling and turning. The distinction between the two is that milling has a stationary work part while the tool rotates; on the other hand, turning has a rotating work part and a stationary tool.
There are hundreds of specific machining processes in fabricating custom CNC parts, and below are the most common:
- OD turning- This is a process done in a turning operation (lathe) that removes the material in the external surface to achieve the desired outer feature.
- Boring- This is a process done in a turning operation (lathe) that enlarges an existing hole using a single-point cutting tool.
- Grooving- This is done in a turning operation (lathe) wherein a work part is formed to have a groove on the surface. Grooving can be done on the internal diameter, external diameter, and on the face.
- Facing- This process is defined as subtracting material to cut a flat surface. Facing can be done in both turning and milling.
- Profile milling- As the name suggests, this is a process that creates a profile on a work part using end mills.
- Pocket/ slot milling- This creates a slot or a pocket region on a work part using an endmill.
- Drilling-This is the generation of dimensionally controlled holes using twist drills.
- Threading- This process creates a threaded hole in a work part through either taps or thread mills.
- Reaming- This is done on an existing hole to achieve a critically controlled dimension of up to +\-.0001 inch.
- Grinding- This process involves using an abrasive to subtract material from a workpiece at a very accurate rate.
- EDM- This is a machining process that uses electric discharge to erode/ burn a material out of the work part. EDM are common processes in precision slot machining and precision cutting.
3. Quality Inspection
Quality Inspection is very important in custom parts because parts produced through machining have high importance regarding accuracy and precision. It is crucial to fabricate the part following the dimensions and controls specified per the customer’s print requirements. The common metrics checked in machined parts are usually dimensional accuracy, surface finish, and structural integrity.
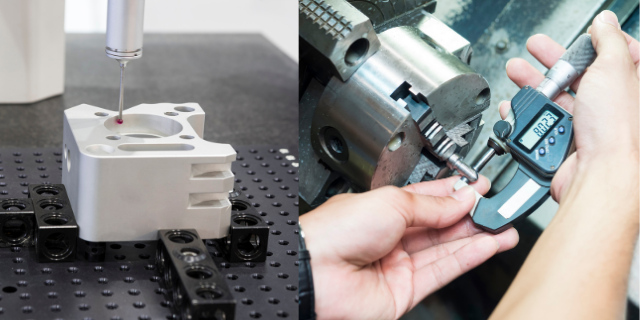
Dimensional accuracy
Dimensional accuracy is very crucial before sending out machined parts to customers. Typically during the operation, each feature’s dimensions are checked right after the machining process is done. For quick inspection processes, the gauges used to measure these are either attribute gauges (go or no go gauges) or variable gauges (calipers, micrometers, height gauges). Finally, a coordinate measuring machine (CMM) is used for final and thorough quality inspection before sending out the finished machined parts to the customers.
Surface finish and Structural Integrity
For precision custom machined parts, the final attributes being checked in a machined part includes the surface finish and the structural integrity. The surface finish is usually inspected through profilometers. On the other hand, structural integrity is being inspected through Non-destructive testing methods to check for cracks or voids in the part that may have occurred along the machining process.




